I have a reasonable sized 'Turret' type milling machine which has been 'Retro-Fitted' with a CNC kit and is now capable of being operated in manual mode or fully as a 3 axis CNC machining centre. A number of times I have thought about how I could adapt the CNC capabilities of the mill and utilize them to my advantage as a lathe.
Well the final crunch came a few weeks ago when I quoted on making a couple of dies for moulding parts in rubber. The profiles in two of the die halves were rather complex and would have involved the blending of several angles and radii on the manual lathe. I even considered farming the job out to a CNC shop when I finally decided to have a go myself. I figured that it was a good opportunity to try out my ideas and immediately set about preparing the milling machine to do the job.
The following pictures tell the rest of the story.
 |
| Whaaat! ...CNC turning on a mill? ....Ya gotta be kidding!! |

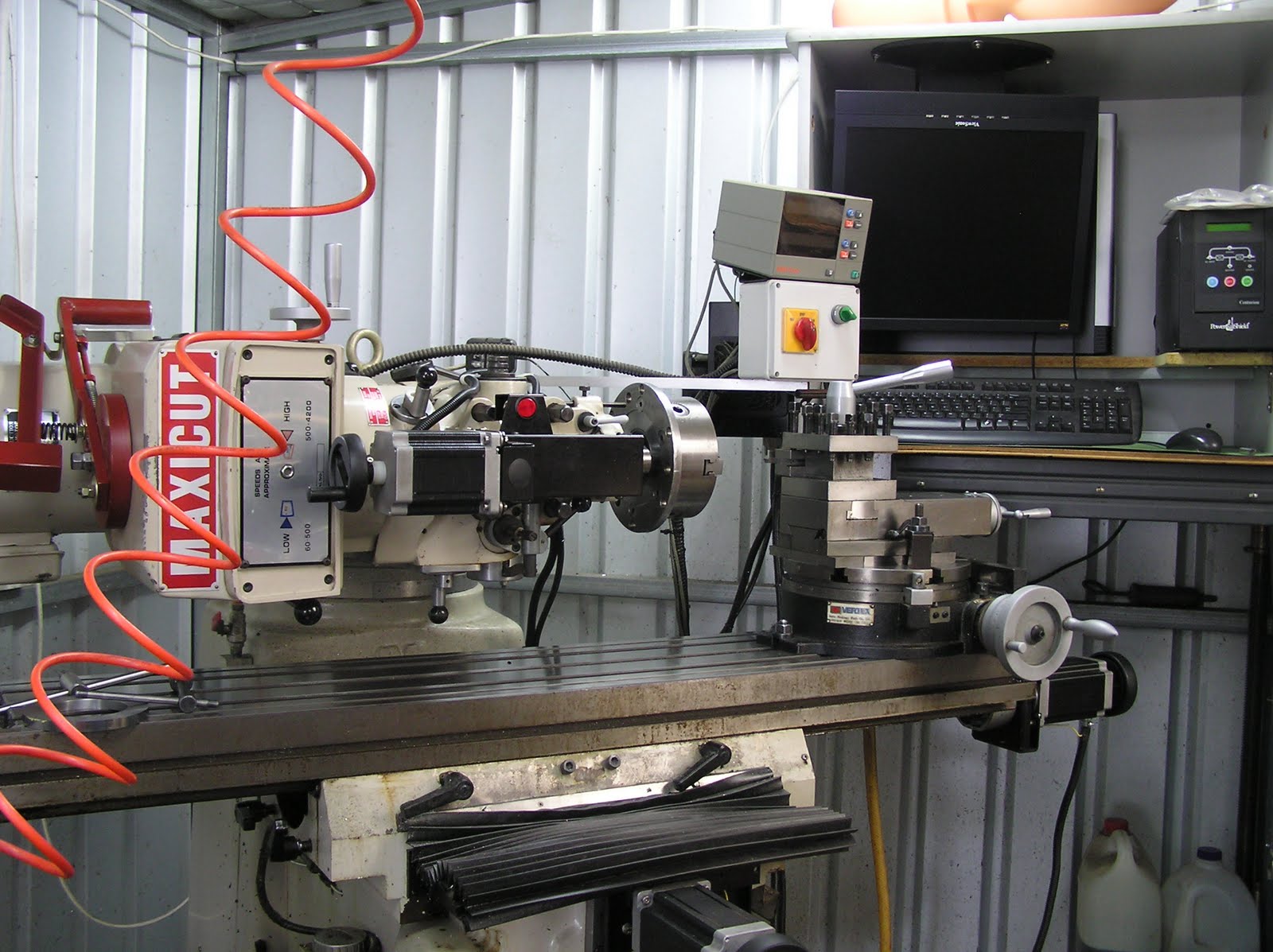
The turret mill in it's normal configuration.

The turret head is rotated through 90 deg (left) so that the quill lays horizontal to the mill table.

The quill (now the headstock) is clocked true to the surface of the table.

Chuck adaptor. A special R8 taper with a flange mounting was purchased so as to mount a 160mm diameter 3 jaw chuck. This type of R8 adaptor was originally designed to mount a boring head to a milling machine spindle.

This 3 jaw chuck serves multiple purposes and fits onto the milling machine's rotary table/dividing head. It also fits onto a lathe adaptor plate for use on the manual lathe or it can be clamped flat onto the milling machine table. That is why it has multiple holes and a recess at the rear. In this instance, I had to sleeve the R8 adaptor to increase it's diameter to suit the recess at the rear of the chuck adaptor plate. The R8 adaptor fixes directly to the rear of the 3 jaw chuck with six socket head M4 screws.

The whole setup ready to go onto the milling machine spindle.
All set and almost ready to go. The lathe toolpost is clamped to the rotary table and the cutting tool set at the centre height of the milling machine spindle.

The top and bottom dies and the insert ring were all pre-turned on the manual lathe and only the profiling was left to be done on the CNC mill/lathe.

The whole system in action.

Top view of machining the insert ring. This ring was done in two set-ups as both faces are mirror images of each other.

The top plate with profile completed.

The bottom plate being machined. The weight of the chuck plus the bottom plate gave rise to some problems with 'chatter' which were difficult to overcome. Adding short sections of heavy rubber hose was supposed to dampen the resonances and did work to a limited degree. It was not a good set up with so much weight overhanging such a distance from the spindle bearings. I believe that 'chatter' and resonances were also induced by the CNC stepper motors which tend to buzz at certain speeds and feeds.

Another resonance issue was the fact that the bottom die had a particularly deep and narrow profile. Due to this geometry, a very narrow tool with about 28mm overhang and a 20 deg point had to be used to gain depth to the bottom of the profile. This tool was also prone to vibration.

The bottom plate with profile completed.

One half of the collar die. The collar dies were done on the manual lathe.

Collar die assembly. This die produces a rubber collar with a hole through the centre. The centre hole has a groove in it.

Grommet die assembly. This die produces a rubber grommet with a groove around the outer periphery and a hole through the centre. The centre hole has a groove in it.

Grommet die bottom plate. Notice the depth and narrow access for a tool as mentioned previously.

Grommet die - top plate. All final polishing was done on the manual lathe.

Grommet die - hole and groove insert.

Grommet die - insert plate which creates the outer groove in the finished rubber grommet.

As above - Grommet die insert plate.
In conclusion, I suppose that the whole undertaking could be voted a success. However, rigidity was the major issue. I believe that using a smaller chuck and working with a smaller work piece where all the mass is much closer to the spindle bearings would be far more successful.
It must be remembered that in this instance, I was using a 160mm chuck, swinging a 160mm by 40mm thick mass of steel, some 250mm away from the bearings. And all of that supported on an R8 adapter!
Next task is to see if I can convert it into a CNC Horizontal Borer! ...........Hmmmm, ...maybe not!